設定螺桿前進時間的方法大家一起get起來!

????????如何設定螺桿前進時間?
????????注塑周期注塑周期是指注塑機完成特定的一整套動作所需的時間。因此,每個部分的動作時間都可能影響到整個周期時間,要達到縮短周期時間,提高生產效率的目的,應分別考慮動作的每個部分以便辨別可能縮短時間的部分,這樣對每個部分常常可節省一點點時間。雖然這種節省可能很少,但當這些時間加在一起時,從總體縮短的百分比來看,縮短的時間十分顯著。注塑機的空運行時間空運行時間是注塑機空操作時完成一個完整周期所需的時間,即沒有任何塑料在注塑機里面。不管該注塑機的大小和類型如何,當你試圖更改運作時應先了解注塑機的空運作,因為它有助于注塑者確定某特定的注塑機是否有能力在高產量下生產或保持該產量。所以在試圖減少運作時間之前,從注塑要販狀態、年期和空運轉時間方面來考慮是否能減少運作時間。
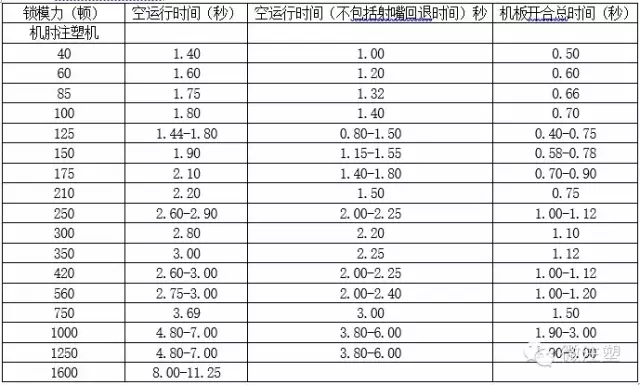
通用注塑機空運行時間
????????冷卻時間因素在注塑周期中是最長的部分,但卻是可能顯著節省的部分。雖然可以計算,但通常是憑經驗確定的,例如逐漸地降低冷卻時間直至不變形的注塑件連續地生產出來為止。在冷卻階段,需要足夠的時間退回螺桿(有時叫螺桿復位或計量時間),以重新在射料缸內填充塑料(將注塑物再次放置于模具內)。否則注塑過程將不能進行。
????????計算冷卻時間
????????控制冷卻時間的兩個主要影響是:1、被加工的熱塑性塑料的固化時間。2、模具內冷卻管道的設計。許多注塑者依賴模具設計者每時定一個特定模具需要的冷卻類型和數量,但提意使用的冷卻系統根本不夠。模具需要的冷卻能量必須計算出來以獲得指定和運作時間。
????????通過計算一特定注塑件、塑料組合的固化時間,得出的數值可能成為一給定模具的基本冷卻要求。
通用塑料不同料厚的冷卻時間(秒)
 ?
?????????上述計算數值是物料冷卻至模溫所需時間,但在很多實例里這是物料冷卻至耐變形溫度的時間。而這時間是決定注塑件是可以在不變形狀態下頂出的。所以以上數值是可以理解為最大值。
????????螺桿前進時間(SFT)的設定
????????計算模具填充時間,在此加上0.5秒,并于此設定生產約5個注塑件。每個注塑件都要量重和/或測量,然后標明數值。應當計算出平均值,然后在SFT時間不斷上升時重復這一過程(例如0.5、1.0、1.5、2.0秒等)。時間不斷增加,直到注塑件的平均重量或測量值保持不變,這就得出正確的SFT時間。
????????澆口尺寸對SFT的影響
????????要使上述過程有效率,每次注塑要使用合適尺寸的澆口,澆口的小孔不能太小,以免模腔充滿了熔化的塑料之前就冷凝使澆口關閉。另一方面澆口的尺寸也不能太大。以免冷的或半固體塑料被推過澆口而進入模具內這導致澆口區產生壓力和裂痕。由于這些原因,壁厚(深度)應當在0.61至1.0t之間(t是指定部件的壁厚)。





